 Automobilový průmysl
Automobilový průmysl Logistika
Logistika Nábytek
Nábytek Obaly
Obaly Skladování
Skladování Stavebnictví
Stavebnictví Řešení pro manipulaci s materiálem
Řešení pro manipulaci s materiálem Systémová integrace
Systémová integrace Spojovací metody
Spojovací metody Integrace robotiky
Integrace robotiky Laserové aplikace
Laserové aplikace Softwarové aplikace
Softwarové aplikace Vize aplikace
Vize aplikace O společnosti AWL
O společnosti AWL Udržitelnost
Udržitelnost Partneři a Partnerství
Partneři a Partnerství Globální rada
Globální rada Dodavatelé
DodavateléLaserové svařování
Hlavní výhodou laserového svařování je rychlost a přesnost.
Kromě rychlosti a přesnosti nabízí laserové svařování vysokou produktivitu, nové konstrukční možnosti a úspory nákladů. Aby byla zaručena vysoká rychlost svařování a spolehlivost procesu, je nezbytná nejvyšší kvalita konstrukčního řešení produktu, konstrukce přípravku, integrovaného proudění vzduchu a dalších předpokladů. Inovování máme v sobě navíc hluboko zakořeněné, což se promítá do velmi úspěšných projektů pro naše zákazníky.
Naše zkušenosti
S více než 17 lety zkušeností a 180 prodanými stroji pro laserové svařování, které již vyrobily miliony vysoce kvalitních dílů, je pro vás AWL ideálním partnerem. Příklady průmyslových odvětví, ve kterých tyto stroje působí: sedadla automobilů, karosářské díly, trubkové výrobky, jako jsou armatury, průmyslové skříně a akumulátory.
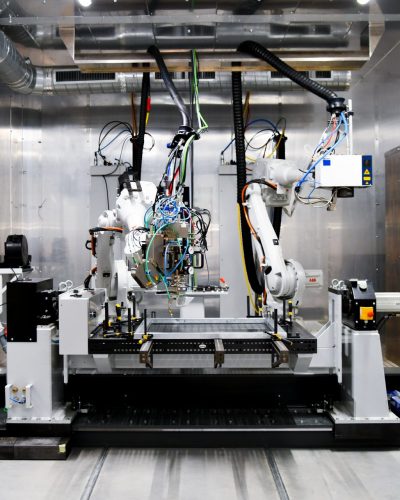
Návrh a konstrukce laserového svařovacího stroje vyžaduje široké znalosti mnoha aspektů svařování a výroby strojů. Po konzultaci nebo workshopu můžeme v našem středisku Experience Center vyrobit zkušební díly pomocí našeho velmi výkonného laserového svařovacího stroje. V tomto středisku máte pro váš projekt k dispozici znalosti našich odborníků.

Srdcem každého svařovacího stroje je přípravek. AWL má rozsáhlé zkušenosti s navrhováním stabilních a spolehlivých přípravků. Ve svých strojích společnost AWL integruje ty nejmodernější komponenty a je otevřena integraci různých značek laserů a robotů. To nám umožňuje, abychom se co nejlépe přizpůsobili požadavkům zákazníka.
Technický dokument 'Svařování laserovým paprskem se soustřednými ohnisky zvyšuje produktivitu'

Lehké materiály
Trend zvyšování objemu výroby a používání lehkých materiálů, jako je hliník a vysoce jakostní ocel, vyžaduje alternativní metody spojování. Hliník je mnohem lehčí než ocel a levnější než vláknové kompozity nebo hořčík. Nárůst popularity elektromobilů zvyšuje poptávku po řešeních s nižší hmotností, která zvyšují dojezd vozidla a kompenzují hmotnost akumulátorů. Vlastnosti laserového svařování se dobře hodí ke spojování hliníku a vysoce kvalitní oceli: nízký přestup tepla, vysoká rychlost svařování a krátké intervaly mezi svařováním.
Úspora nákladů
Použití laserového svařování u produktů s velkými objemy výroby, dlouhými svarovými švy a/nebo mnoha dílčími součástmi přináší ohromné úspory. Tyto úspory jsou dány především vysokou rychlostí svařování, krátkými intervaly mezi svary a krátkými dobami přestavby na jiný produkt. Při použití laserového svařování u svarů s estetickým vzhledem přímo viditelných zákazníkem lze navíc často vypustit ruční dokončovací operace, které by byly zapotřebí po svařování elektrickým obloukem. V odvětvích, jako je nábytkářský průmysl, to může přinést významné úspory nákladů.
OCT
Optická koherentní tomografie (OCT) je nová metoda řízení kvality laserového svařování. OCT umožňuje velice rychlé (>100 kHz) a přesné měření vzdálenosti svařovací hlavy od obrobku. Díky tomu je možné během laserového svařování měřit následující parametry:
- hloubka paroplynového kanálu a tedy i hloubka samotného svaru
- tvar švu před svařením coby vstupní informace pro systém sledování švu
- tvar švu po svaření coby vstupní informace pro systém monitorování kvality
OCT v praxi
Společnost AWL se svými specializovanými dodavateli provedla sérii experimentů, ve kterých OCT zkoušeli v praxi. Během těchto zkoušek byl na laserovou snímací hlavici usazen systém OCT, který byl následně otestován formou průběžných měření během skutečné výroby. Výsledky měření přinesly cenné informace o možnostech tohoto systému a jeho dalšího vývoje. Současným cílem je vytvořit systém laserového svařování s okamžitým řízením hloubky svaru, aby byla i v případě narušení procesu zajištěna kvalita.
Laserové svařování se zaostřováním svazku
Společnost AWL ve svém zkušebním středisku Experience Center zavedla slibnou novou technologii – zaostřování svazku. Testovali jsme novou svařovací technologii společnosti Trumpf Brightline. Jedná se o způsob zaostřování svazku svařovacích laserových paprsků, kdy se na svařovaný díl namísto jednoho ohniska promítají dvě – jedno menší uprostřed většího. Výhodou této metody je, že menší z ohnisek stabilizuje paroplynový kanál (keyhole) vznikající během svařování, což zrychluje průběh svařování a snižuje rozstřik. Po těchto testech se nám podařilo zaostřování svazku využít také u řady komerčních projektů. V brzké době se chystáme důkladněji probádat další možnosti využití této technologie a její přínosy pro naše zákazníky.

Jednoduché programování robotů
V minulosti byla většina laserových svarů překrývajícími se švy. V posledních letech se AWL úspěšně zaměřila na doplnění svého portfolia o nepřekrývající se laserové svařování průmyslovými roboty. Unikátní softwarový nástroj, který jsme vyvinuli, AWL GeoEditor, umožňuje jednoduché programování robotů pro tyto náročné aplikace.

Inovace
Odborníci v AWL neustále pracují na další optimalizaci strojů. Jde například o inovace ke zvýšení produktivity, jako jsou poslední novinky v oblasti robotického laserového svařování – laserové svařování se skenovací hlavou na pohybujícím se robotu, nebo ke zvýšení kvality, jako je laserové svařování optimalizované pomocí technologií CFD (Computational Fluid Dynamics), kdy se pomocí numerických simulací optimalizuje průtok vzduchu potřebný k vysokorychlostnímu svařování.
Zajímají vás naše řešení pro laserové svařování?
Kontaktujte nás!
Ensuring global productivity.

Následuj nás