 Automotive
Automotive Construction
Construction Furniture
Furniture Intralogistics
Intralogistics Packaging
Packaging StorageIntralogistics solutions
StorageIntralogistics solutions System integration
System integration Joining applications
Joining applications Robotics integration
Robotics integration Laser applications
Laser applications Software applications
Software applications Vision applications
Vision applications About AWL
About AWL Sustainability
Sustainability Partners & partnerships
Partners & partnerships Global Board
Global Board Suppliers
SuppliersAluminum welding
Welding different types of metal presents challenges. New types of steel are still coming on the market and also the welding processes are being developed further. AWL continues to do research into this and can therefore apply a wide variety of joining techniques.
Welding aluminum
In the coming years, aluminum will be increasingly used in the production of cars in order to save weight. To prepare for this development, AWL is constantly investing in research into aluminum laser and spot welding. Aluminum is lighter than steel and cheaper than fiber-reinforced plastics or magnesium.

Promising technologies
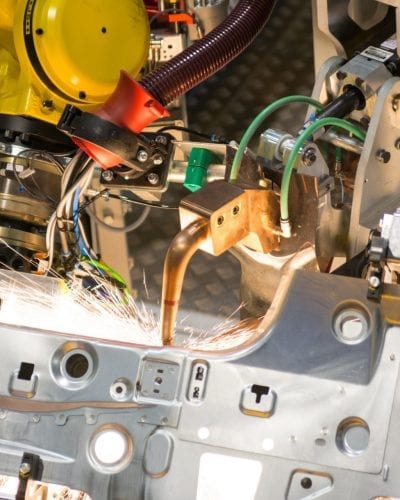
Spot and laser welding are promising joining techniques for aluminum. Both techniques are already widely used in the automotive industry. Spot welding is a reliable classic welding process that is constantly being updated. Laser welding is popular, among other things, for its many construction possibilities and high welding speed. AWL has already completed several successful projects.
Challenges
One of the challenges with the laser welding of aluminum is warm cracks. These are weld fissures during solidification. Challenges for spot welding include hot and cold cracks and the limited life of the electrodes. Before we were ready to build machines for aluminum spot and laser welding, we wanted to determine through extensive tests whether this was technically feasible. Could we deal with these problems and if so, how? We have proved that we have the right techniques in-house to do this!

Example project: aluminum casing for battery pack
For a customer, we built a machine for welding a battery pack casing for an electric car. For this, we used a combination of forged aluminum parts and extruded aluminum profiles. The preferred welding process for these parts is laser welding. An additional challenge was the variable gap between the parts to be welded. Due to the material used and the possible inconsistent distance between the individual parts, it quickly became clear that an additional cold wire was needed for a stable welding process.
Laser welding was the only option, because this technique meets the required low heat input and clean weld without welding splatter. Upon delivery, we proved to the customer that we could bridge the different gaps without changing the weld parameters. In this way, we achieved a reliable welding process and good weld quality. This was the key to making this project successful!
We can help you with your lightweight challenges too. AWL is in the process of shaping the future. Take advantage of our knowledge.
Take advantage of our knowledge.
Ensuring global productivity.
Follow us